


面粗度について
表面粗さのJIS規格
弊社カタログでは、最新JIS規格に基づきRa標記をしております。
表面粗さのJIS規格の最新のものは、JIS B 0601:2001になります。
面粗さを示すJIS規格には、古いものからJIS B 0601:1982、JIS B 0601:1994、そして最新の規格としてJIS B 0601:2001がありますが、各々定義している面粗さの表示記号が異なりますので、注意が必要です。
面粗さを示すJIS規格には、古いものからJIS B 0601:1982、JIS B 0601:1994、そして最新の規格としてJIS B 0601:2001がありますが、各々定義している面粗さの表示記号が異なりますので、注意が必要です。
パラメータの種類


表面粗さ記号の換算表 Ra、Rz、Rzjis(Rmax)
現状、図面により使われる粗さ記号が新旧規格で混合しており、厳密に換算することは難しいですが、概略として次の表を一つの目安とします。
Ra換算基準にて統一及びご相談させていただきます。
お客様からお送り頂いた図面の中に三角記号でのご指示があった場合、弊社より折り返しご連絡し、Raの区分値をご相談させていただきます。

※現在、Ra基準(JIS B 0601-2001 ISO4287-1997)が多くなっており、お打ち合わせなどの共通認識はRa換算にてお願いします。
2種類の表面粗さ測定機を使用しております。
今後はこの2種類の測定器を使用します。以下にそれぞれの特徴と注意点を記します。
■常設タイプ(Mitutoyo SUREST SJ-410)
対照的に精度の高い測定が行えます。測定結果を記録紙に印刷してお渡しできます。
対照的に精度の高い測定が行えます。測定結果を記録紙に印刷してお渡しできます。
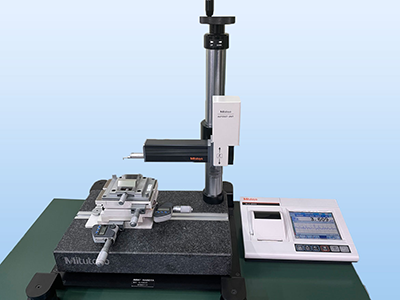
面粗度測定機 常設タイプ

常設タイプの測定針形状
特徴:スキッドレスのため触針が直接面粗度の溝(段差)に入り込み、微細な表面形状を測定結果に反映させるため、より精密な表面粗さ数値が分かります。
注意:触針が露出しているため扱いがデリケートです。測定面の平行出しが必要です。測定物のサイズは基本的に測定器の定盤(250×330)に乗せられるサイズまでとなります。加工設置状態のワークは測れません。
注意:触針が露出しているため扱いがデリケートです。測定面の平行出しが必要です。測定物のサイズは基本的に測定器の定盤(250×330)に乗せられるサイズまでとなります。加工設置状態のワークは測れません。
■ハンディタイプ(Mitutoyo SUREST SJ-210)
持ち運びでき、主に加工現場での測定に使用します。
持ち運びでき、主に加工現場での測定に使用します。

面粗度測定機 ハンディタイプ

ハンディタイプの測定針形状
特徴:触針(スタイラス)を覆うように「スキッド」と呼ばれるパーツが固定されている。測定物表面に触れるスキッドを基準に触針が上下する変化量を測るため測定面の平行出し不要。
場所を選ばず使用できます。
注意:触針を覆うスキッドが表面に触れる分、スキッドレスの常設タイプと数値の差が出てしまいます。
場所を選ばず使用できます。
注意:触針を覆うスキッドが表面に触れる分、スキッドレスの常設タイプと数値の差が出てしまいます。
測定器選択の注意点
Mitutoyo製品、 SUREST SJ-410と、SJ-210には触針部の構造に違いがあり測定結果に差異が生じます。
Mitutoyo製品、 SUREST SJ-410と、SJ-210には触針部の構造に違いがあり測定結果に差異が生じます。
Ra演算での測定結果比較 ※校正基準、評価条件は同一設定にて行っております。
| ■常設タイプ | ■ハンディタイプ | ■差異 |
| Ra0.354μm | Ra0.338μm | 0.016μm |
| Ra0.180μm | Ra0.165μm | 0.015μm |
| Ra0.169μm | Ra0.151μm | 0.018μm |
| Ra0.064μm | Ra0.033μm | 0.031μm |
厳密な検査には常設タイプであるSUREST SJ-410での測定が推奨されています。
ハンディタイプでの測定は以下の様な状況下によりお客様了承のもとで実施致します。
①SUREST SJ-410に設置出来ないサイズの品物を測定したい場合。
②商品を加工機に設置したままで、測定する必要がある場合。
上記のような場合は事前にお客様との事前打合せが必要となります。
加工見積もり時に測定方法もぜひご相談ください。
③上記2種類の測定器でも、現物測定が難しい大型・特殊異形状等でステージに載らない
場合は、テストピースでご対応させて頂くことも御座います。
ハンディタイプでの測定は以下の様な状況下によりお客様了承のもとで実施致します。
①SUREST SJ-410に設置出来ないサイズの品物を測定したい場合。
②商品を加工機に設置したままで、測定する必要がある場合。
上記のような場合は事前にお客様との事前打合せが必要となります。
加工見積もり時に測定方法もぜひご相談ください。
③上記2種類の測定器でも、現物測定が難しい大型・特殊異形状等でステージに載らない
場合は、テストピースでご対応させて頂くことも御座います。
測定結果の定時方法
常設タイプMitutoyo SUREST SJ-410での測定結果は記録紙への印字や画像データでのお渡しが可能です。
常設タイプMitutoyo SUREST SJ-410での測定結果は記録紙への印字や画像データでのお渡しが可能です。
記録紙サンプル

※各種測定条件設定や評価条件下での演算結果が印字できます。
画像データサンプル
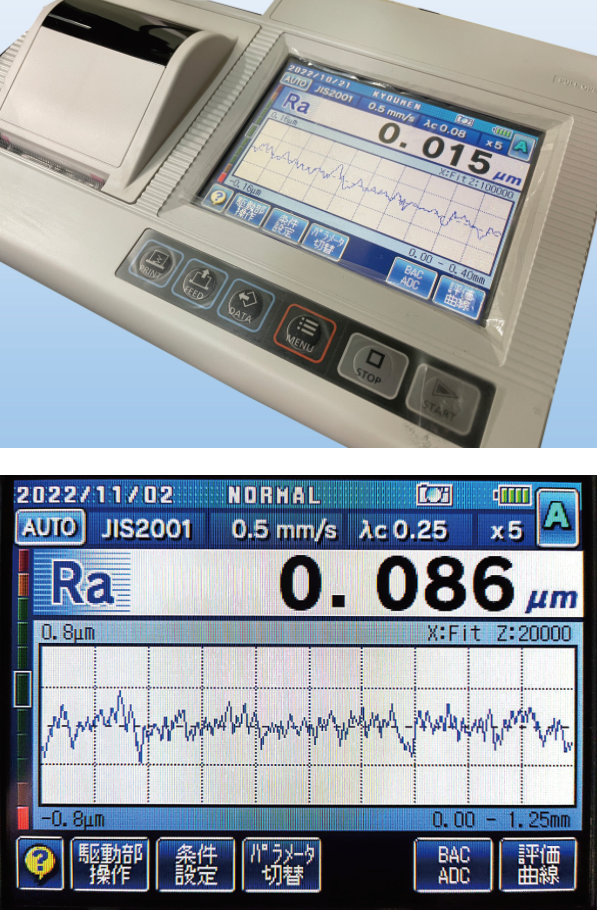
※測定時に液晶表示された画像のスクリーンキャプチャデータのご提供も可能です。

※波形データ・BAC・ADCなど、必要に応じて出力できます。
■その他の特殊測定機など「摩擦測定機」
面粗度を仕上げた際の目的に摺動面や剥離面に対して滑り性・かじり防止・非粘着性などを求めることが多いです。
接地面とその対象物との摺動時に静摩擦(μs)と動摩擦(μk)を測定し、目的に応じた面粗度や下地仕上がりかを判断することが可能です。
試験で行う非対象物を実際に使われる用途と同じ材質に変更し確認することで、適材適所にあった面粗度にご提案が可能です。
面粗度を仕上げた際の目的に摺動面や剥離面に対して滑り性・かじり防止・非粘着性などを求めることが多いです。
接地面とその対象物との摺動時に静摩擦(μs)と動摩擦(μk)を測定し、目的に応じた面粗度や下地仕上がりかを判断することが可能です。
試験で行う非対象物を実際に使われる用途と同じ材質に変更し確認することで、適材適所にあった面粗度にご提案が可能です。
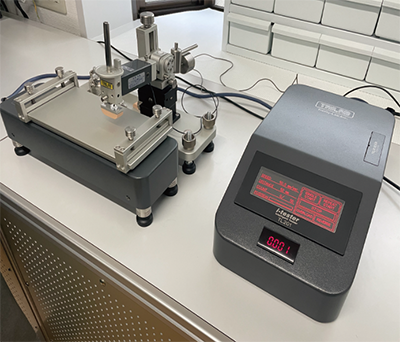
摩擦測定機とスライドテーブル
静摩擦と動摩擦を測定可能
資料請求・お問合せ